Contact Us
Contact Us
Steel Mills
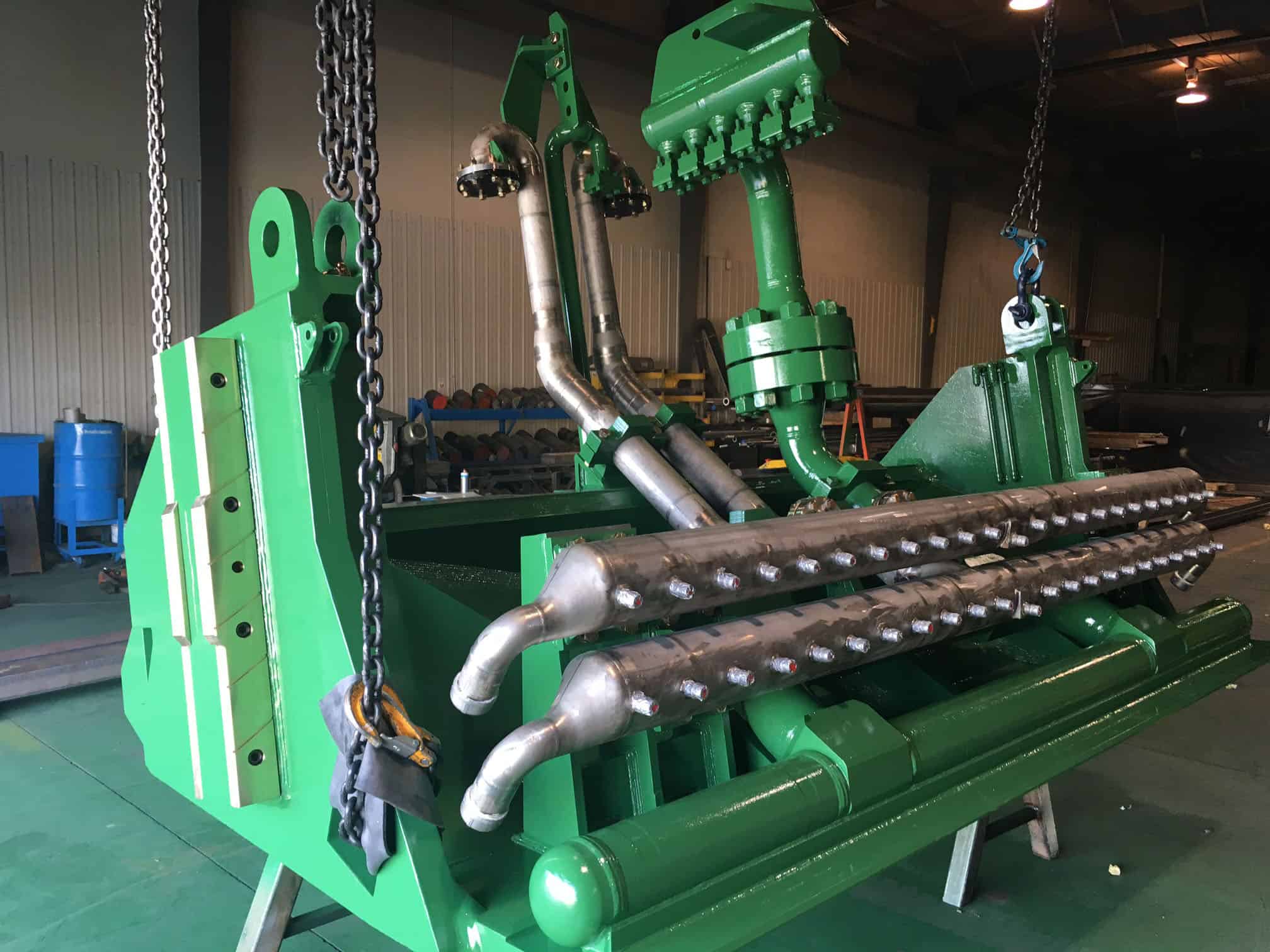
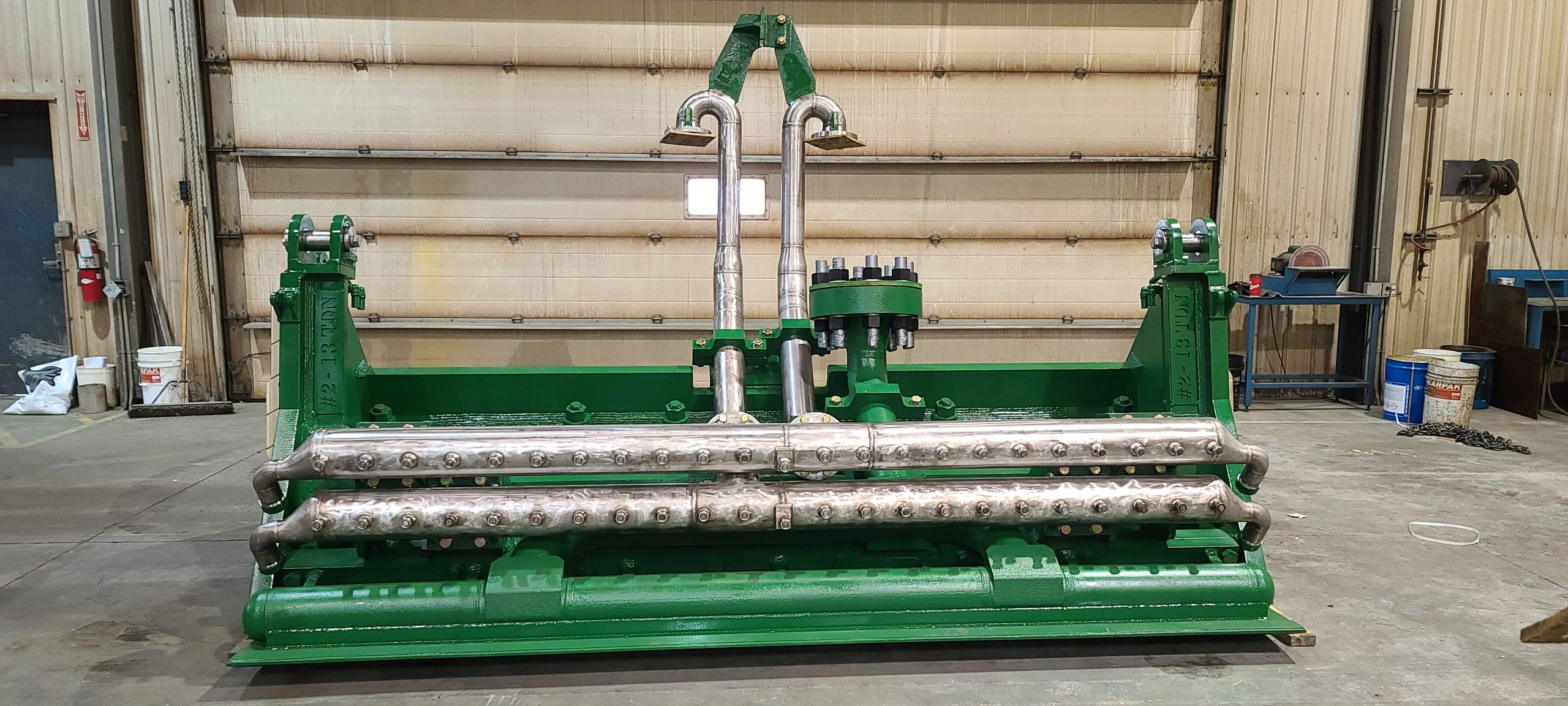
DynaIndustrial has been providing custom solutions and advancing technology in steel mills since its inception. Thanks to our experienced design team we are able to solve the steel industry’s most challenging problems.
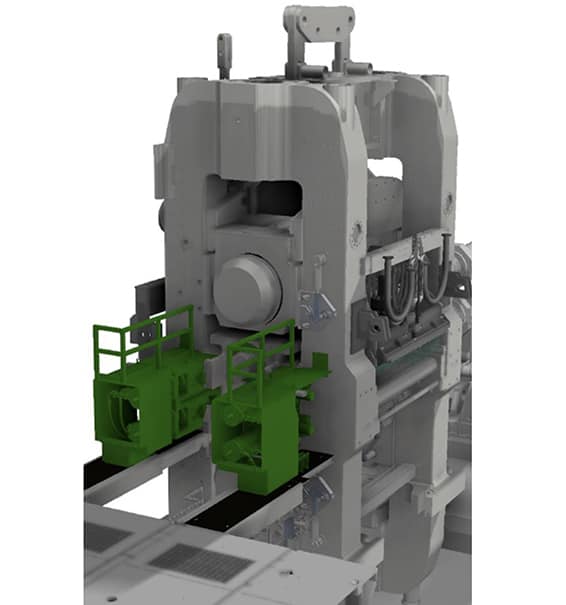
We have re-engineered steel mill equipment to improve reliability and create efficiencies. We are committed to working with our clients to reduce turnaround and maintenance downtime.
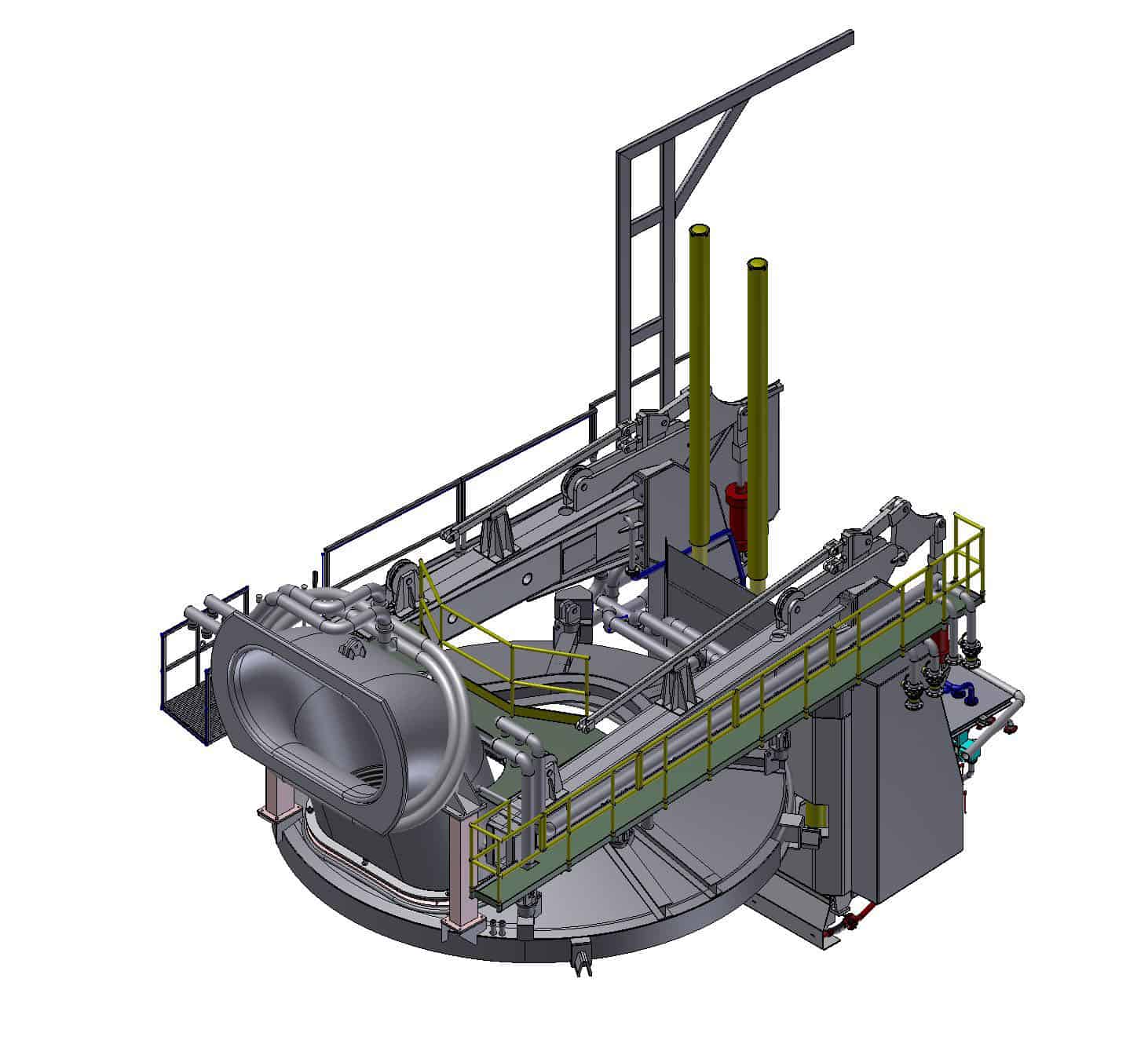
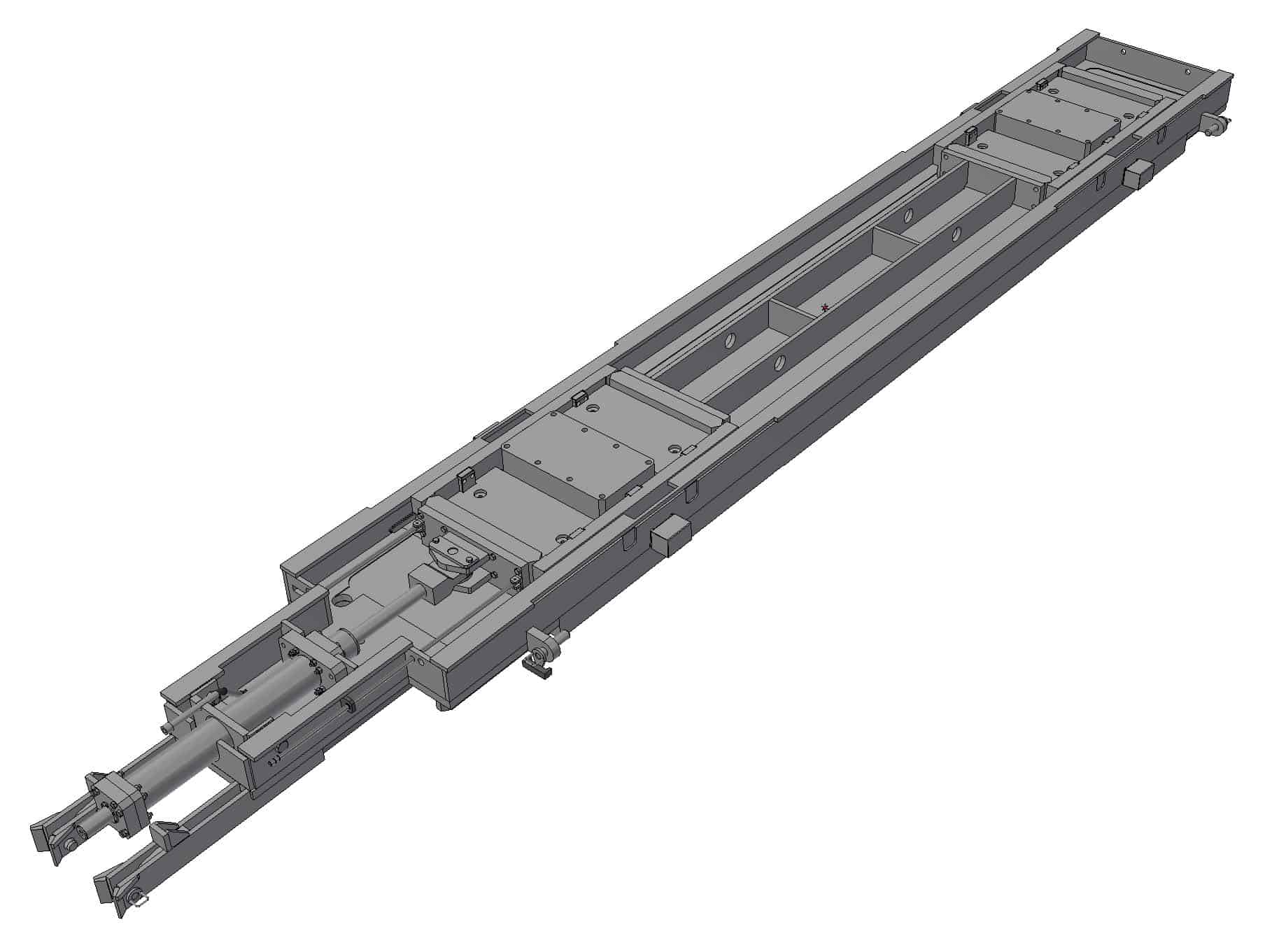
Our computer simulated prototypes and project planning ensures smooth implementation when working with critical path schedules.